Points de décision : creux ou solide?
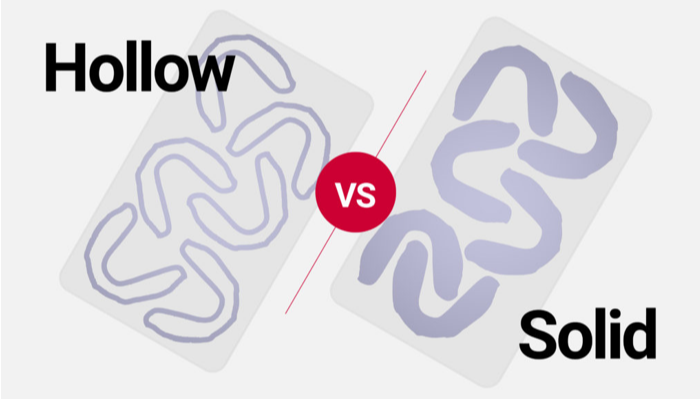
Depuis des années, la communauté de l’impression 3D dentaire se demande si les modèles de gouttières dentaires doivent être imprimés creux ou solides. Certains insistent sur le fait que les économies en valent la peine, tandis que d’autres préconisent le flux de travail le plus simple.
Nous souhaitons savoir si les modèles d’éviction ont du sens sur le plan financier. En utilisant des modèles de test et des estimations de temps pour déterminer le coût réel et les économies, ce blog décompose le flux de travail complet pour répondre à la question une fois pour toutes : devriez-vous imprimer des modèles creux ou solides?
Aperçu de l'impression creuse
L’avantage perçu pour les modèles d’impression creux est des économies de coûts. Comme les imprimantes 3D DLP telle que SprintRay Pro utilisent de la résine liquide, seule la quantité de résine durcie est consommée par le travail d’impression – ce qui n’est pas consommé pendant le travail d’impression reste utilisable pour les impressions ultérieures. Étant donné que la consommation de résine représente une part importante du coût d’exploitation de l’impression 3D, il est logique de prendre des mesures pour réduire ce coût autant que possible.
Mais il est important de se rappeler que l’impression creuse n’est pas toujours aussi facile que de simplement appuyer sur une case à cocher dans certains logiciels. Le processus numérique pour les modèles d’évidage peut varier considérablement en fonction du logiciel utilisé, et il est important de tenir compte de cet impact sur votre flux de travail. Pour les logiciels libres tels que Meshmixer, le processus n’est pas particulièrement difficile mais peut prendre du temps, surtout quand un grand nombre de modèles sont traités, car ce logiciel ne dispose pas de traitement par lots.
Lorsque les modèles sont imprimés creux, ils peuvent également nécessiter des trous d’évacuation pour que la résine à l’intérieur du modèle s’échappe. Si aucun trou de vidange n’est ajouté, les modèles creux peuvent devenir très lourds avec de la résine liquide emprisonnée à l’intérieur, causant des problèmes d’adhérence qui peuvent conduire à des impressions défectueuses. Une fois que la méthode d’ajout des trous de drainage est apprise, le processus est plutôt rapide, mais il prend beaucoup de temps. Les trous de vidange ne peuvent pas non plus enlever toute la résine de l’intérieur d’un modèle creux, ce qui diminue l’avantage total de l’impression dans cette configuration. Ce qui n’est pas enlevé par gravité devient essentiellement un déchet de résine ajouté lorsqu’il est lavé avec de l’alcool iso-propylique.
Aperçu de l'impression solide
L’impression de modèles solides présente le flux de travail le plus efficace. Les modèles sont généralement exportés à partir d’un logiciel de CAO solide, donc l’impression solide vous permet simplement d’exporter des modèles de la phase de conception et de les prendre directement à imprimer. Comme le temps est souvent essentiel lorsqu’il s’agit d’utiliser et d’apprendre la technologie, ce flux de travail simple est recommandé car il nécessite le moins d’étapes entre la conception et le produit final.
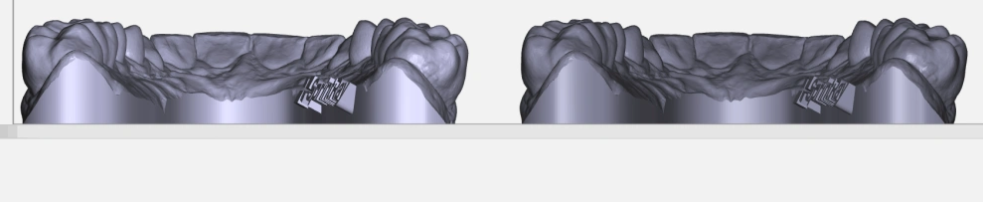 Après avoir creusé et ajouté des trous de drainage, les modèles pleins et creux étaient de la même hauteur.
Après avoir creusé et ajouté des trous de drainage, les modèles pleins et creux étaient de la même hauteur.
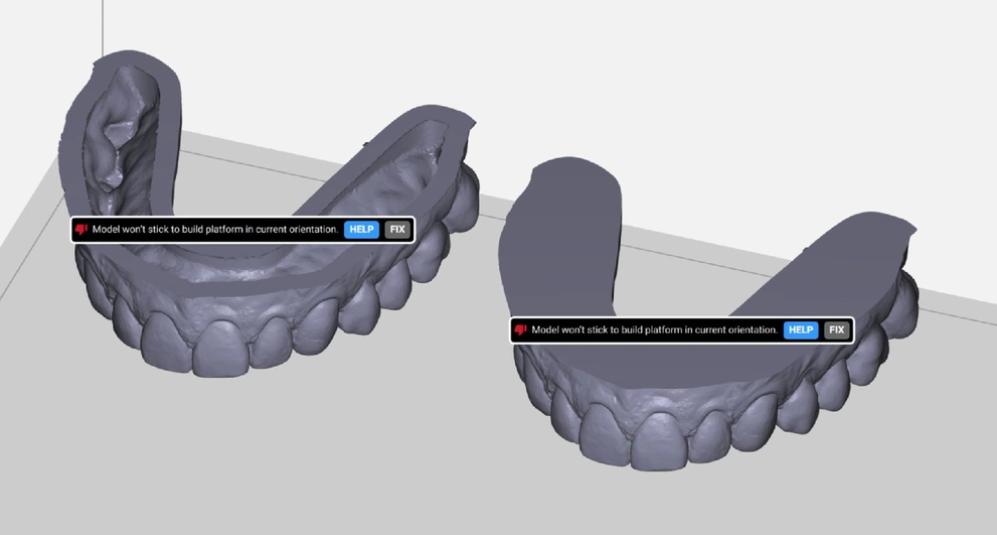
Une autre raison d’imprimer des solides est d’améliorer l’adhérence à la plate-forme de construction. Les modèles solides sont moins susceptibles de tomber de la plaque de construction et de tomber dans le réservoir de résine, ce qui signifie qu’ils sont plus susceptibles d’imprimer avec succès. Le temps et le coût des matériaux d’une impression ratée sont beaucoup plus élevés que les économies faites avec un modèle creux réussi. En cas de défaillance, le réservoir doit être vidangé, la défaillance récupérée, puis la résine filtrée avant réutilisation. Les impressions solides ont tendance à offrir une meilleure expérience avec un risque réduit de défaillance et un flux de travail global plus efficace.
Décomposer les calculs
Les modèles de gouttière dentaire ont été le sujet choisi pour ce débat. Étant donné qu’un boîtier typique peut dépasser 25 plateaux, le potentiel d’économies avec des modèles creux semble important. Mais comme les calculs le démontreront, l’avantage financier de l’impression de modèles creux est négligeable et l’investissement en temps nécessaire est souvent important.
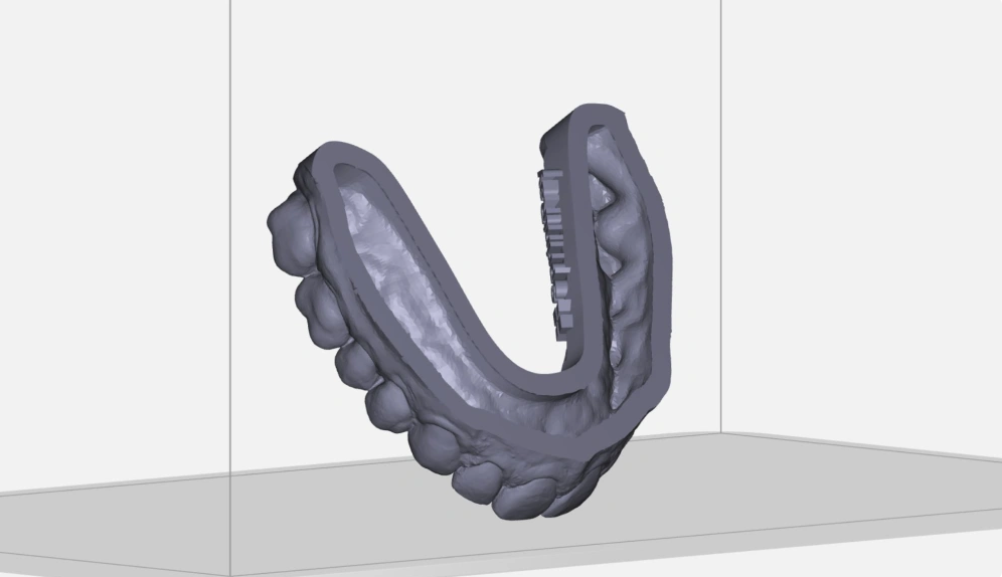
Pour tester cette hypothèse, SprintRay a recruté son expert CAO/FAO pour créer deux modèles identiques qui reproduisent des gouttières dentaires : un solide, un creux. Ils ont découvert que les modèles solides nécessitent 15mL de résine SprintRay Die & Model, alors que les modèles creux nécessitent 11mL. Une bouteille de 1L de résine SprintRay Die & Model coûte $150, ce qui signifie que chaque 1mL de résine coûte $0.15.
L’analyse CAO a révélé que les modèles creux ont environ 20 % de surface en plus et que la résine liquide non durcie a tendance à s’accrocher aux modèles – c’est pourquoi les modèles imprimés sont toujours humides lorsqu’ils sont finis. Cette augmentation de surface de 20 % signifie que, dans ce cas, au moins 1 mL de résine supplémentaire est consommé pour le modèle creux en raison de l’adhérence de la résine, ce qui porte le total pour les modèles creux à 12 ml.
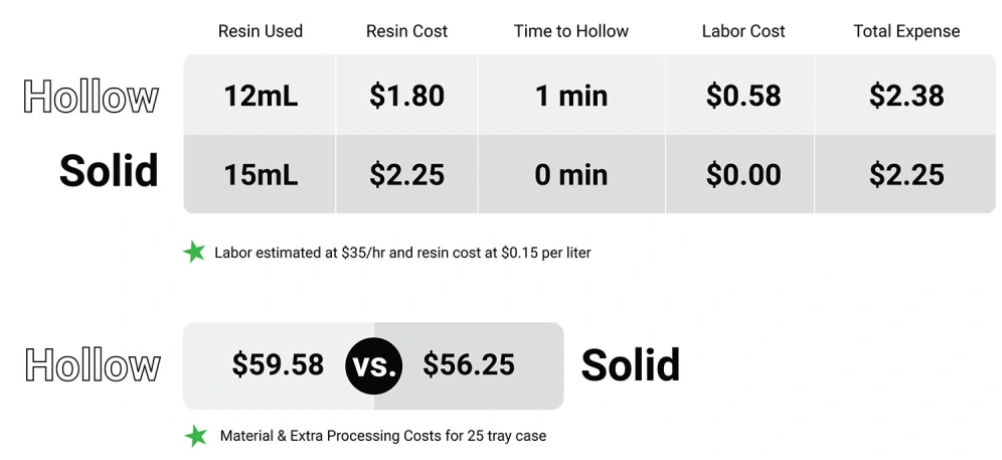
Alors que la pratique et les logiciels automatisés peuvent rendre le processus d’évidage plus rapide, l’utilisation de Meshmixer pour évider 50+ modèles sans compromettre leur efficacité d’impression prendra probablement, même à un utilisateur expérimenté, au moins 1 minute par modèle. Cela signifie que vous avez sacrifié près d’une heure de votre temps pour économiser 30 $ en matériaux, ce qui n’est pas un bon marché pour la plupart des dentistes. Si vous formez un membre de votre personnel pour effectuer l’évidage, il est possible de réduire le coût. Mais en supposant le coût standard de la main-d’œuvre pour la dentisterie, le meilleur scénario peut ne pas atteindre le seuil de rentabilité.
Cette augmentation de la résine non durcie affecte également le processus de lavage. Étant donné qu’il y a de la résine non durcie fixée à l’intérieur du modèle, l’ensemble du modèle doit être retiré de la plateforme pour être nettoyé correctement, tandis qu’un modèle solide équivalent peut être laissé sur la plateforme pendant le lavage, ce qui réduit le nombre d’étapes de ce flux de travail. La résine non durcie supplémentaire sur le modèle creux augmentera la fréquence avec laquelle votre alcool iso-propylique doit être remplacé.
Les modèles peuvent également être imprimés creux et verticaux sans trous de vidange, ce qui réduit la quantité d’excès de résine à enlever/nettoyer après le processus. Cependant, cela nécessite l’ajout d’un certain type de raft ou de supports pour une adhésion fiable à la plate-forme d’impression, ce qui ajoute une quantité similaire de travail / temps au processus de préparation, et consomme également de la résine supplémentaire. Comme le temps d’impression est fonction de la hauteur, l’impression verticale ralentit également le processus d’impression global.
Le dernier mot : l’efficacité
Les modèles d’impression creux pourraient économiser une petite quantité de résine, mais l’argent total économisé est érodé par la résine non durcie s’accrochant à la plus grande surface, ce qui augmente la consommation d’alcool, et un flux de travail beaucoup plus complexe que l’impression solide. Le but de l’impression 3D au bureau est d’augmenter l’efficacité. Pour la plupart des médecins et dans la plupart des cas, l’impression de modèles solides est la bonne ligne de conduite.
L'intention est de créer la meilleure expérience d’impression 3D pour tous, et l’impression solide est le bon choix pour la plupart du temps. Il y a certains cas, tels que les modèles extrêmement grands avec des quantités énormes de zone remplie, où l’impression creuse fait sens et vaut la complexité de flux de travail supplémentaire. Mais pour la majorité des modèles dentaires, le travail supplémentaire n’a tout simplement pas de sens.